صفحه اصلی
معرفی محصولات
تخته چند لایی – Plywood
او اس بی – OSB
چوب روسیRussianWood
دیوار پوش TopSheet
لمبهTongue and groove
ترموودThermowood
شینگل Roof shingle
آندولین onduline
آندوویلا onduvilla
پی وی سی PVC
نئوپان – Chipboard
لیست کالا
تخته چند لایی – Plywood
او اس بی – OSB
چوب روسیRussianWood
پی وی سی PVC
شینگل Roof shingle
ترموود (Thermowood)
ام دی اف – MDF
نئوپان – Chipboard
خدمات
درباره ما
تماس با ما
گالری
تخته چند لایی چیست
صفحه نخست
تخته چند لایی چیست
فیلتر بر اساس :
موضوعات
برچسب ها
نویسنده ها
نمایش همه
همه
اخبار
چمعرفی کالا
دستهبندی نشده
لیست کالا
مقالات
همه
Çukurova
Çukurova Yalıtım
design
kastamano sfc
krono ply
kronospan
making playwood
onduvilla
osb
osb egger
osb3
plywood
PVC
pvc چیست
shingle
swiss krono
Thermowood
Tongue and groove
wood
آندولین
آندوویلا
اجرا سقف
اجرا سقف پوششی
اجرا شینگل
ارزان قیمت
ارزانترین قیمت Thermowood
اندولین
اندوویلا
او اس بی
او اس بی 3
او اس بی ایگر
او اس بی ترکیه
بازرگانی
بازرگانی چوب
پالونیا
پالونیای سریع رشد
پلای وود
پلی وود
پوشش او اس بی
پوشش سقف
پی وی سی
پی وی سی ارزان قیمت
تار
تخته بنایی
تخته بنایی ارزان
تخته چند لایی
تخته چند لایی چیست
تخته داربست
تخته روسی
تخته زیر پایی
تخته قالب بندی
تخته کار
تخته لایه
تخته لایی
تخته نجاری
ترمو
ترموود
ترموود ایرانی
ترموود نما
تولید تخته روسی
چوب
چوب ترمو
چوب روسی
چوب روسیه
چوب سونا
چوب گیتار
چوب مسواک
خانه چوبی
خدمات cnc
خدمات طراحی
خرید PVC
خرید پی وی سی
خرید ترموود
خرید چوب ترمو
خرید و فروش mdf
خرید و فروش نئوپان
خلاقیت
خلاقیت روی چوب
دامپا
درباره ی او اس بی
دیزاین
سایت چوب فروشان
سه تار
سه لا
سه لایی
شهرک صنعتی خاوران
شین
شینگل
طراحی ام دی اف
طریقه نصب شینگل
فروش PVC
فروش ارزان آندوویلا
فروش ارزان شینگل
فروش ام دی اف
فروش پی وی سی
فروش چوب ترمو
فروش لمبه
فروش لمبه چوبی
فروش ویژه آندوویلا
قیمت ارزان
قیمت ارزان او اس بی
قیمت ارزان پی وی سی
قیمت ارزان تخته چند لایی
قیمت ارزان نئوپان
قیمت ام دی اف
قیمت او اس بی
قیمت پی وی سی
قیمت تخته زیر پایی
قیمت ترموود
کاربولین
گروه چوب
گروه چوب جوان
گیاه
گیتار
لمبه
لمبه ارزان
لمبه چوبی
لیست قیمت osb
لیست قیمت plywood
لیست قیمت pvc
لیست قیمت آندوویلا
لیست قیمت او اس بی
لیست قیمت تخته چند لایی
لیست قیمت شینگل
لیست قیمت لمبه
مدل های متنوع او اس بی
مسواک
مصنوعات چوبی
نئوپان
نصب آندولین
نصب آندوویلا
نصب شینگل
نصب کاربولین
نمای چوب
نمایندگی شینگل
همه
مدیریت سایت
۱۳۹۷-۱۱-۱۶
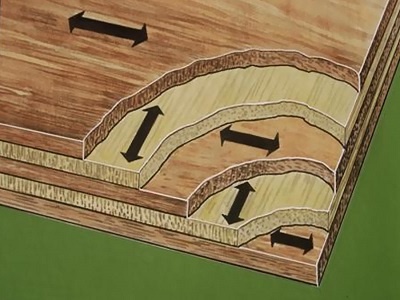
تخته چند لایی یا پلی وود چگونه تهیه می شود؟
بعداز قرار دادن ورق های چوب بر روی یکدیگر وریختن چسب میان آن ها با استفاده ازفشار وحرارت لایه های چوب به یکدیگر م چسبنداین کار
[…]